Поэтому мы не смогли отказаться от предложения компании — производителя автомобильных шин «Пирелли» посетить их заводы в Милане и Воронеже.


Италия
Завод в Милане был первым в нашей программе, и это неудивительно. Именно Милан является головой всего производства и задает общий тон: здесь отрабатывают технологии, смешивают новые составы, создают рисунок протектора, производят опытные образцы и, главное, здесь приближают будущее, работая над шинами для автоспорта, прежде всего для «Формулы-1».
В Милане расположены не только производственные мощности, но и центр исследований и разработок компании. Нас проводят в лабораторные помещения, где как на витрине лежат различные компоненты будущих смесей, и рассказывают в общих чертах, как их готовят и какие вещества за что отвечают. Тут же можно пощупать натуральный каучук (очень приятный в тактильных ощущениях), показывают мешочки с серой для вулканизации и другие компоненты, которые добавляют в смеси для производства шин.
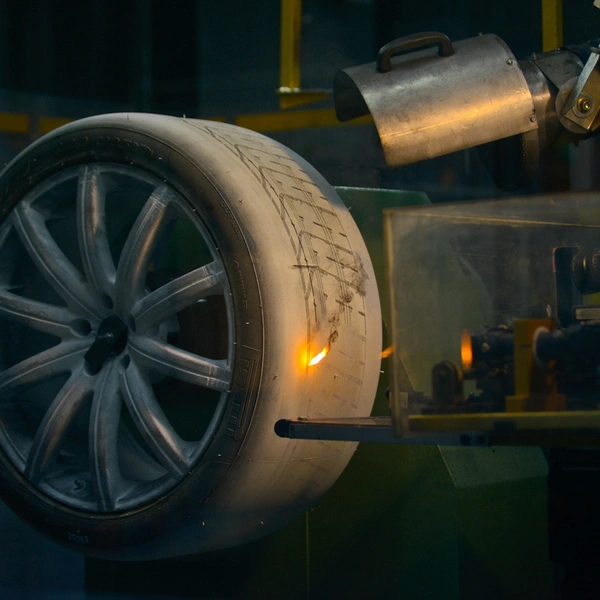
В другом подразделении нам демонстрируют нанесение экспериментального протектора. Смоделированный на компьютере рисунок наносят на готовую шину-слик. Делается это на станке при помощи лазера, и надрезы получаются совсем неглубокие, буквально «царапины». После этого шина отправляется к мастерам, которые нарезают настоящий протектор с помощью специальной машинки. Затем шина отправляется на испытания, в том числе акустические.


Помещение, в котором они проходят, идентично классической студии звукозаписи или радиостудии, только величина ячеек на стене в несколько раз больше, и они напоминают подушки, прикрепленные ребром к стене.
Кстати, именно в Милане налажено производство шин для «Формулы-1», и как раз здесь производят наградные шины, которые представитель компании на каждом Гран-при вручает обладателю поул-позишен. Собранные столбиком ждут своего часа награды поул-сеттеру в Спа, Монце, Сочи… Такие шины маленькие и совсем не тяжелые!




Здесь же, в Милане, производятся топовые покрышки максимальной размерности для суперкаров и люксовых внедорожников, а также новая серия так называемых цветных шин — с разноцветными ободками. Саму резину делать разноцветной специалисты пока не считают возможным: добавление краски делает процесс слишком дорогим и резко снижает качество шины.
В общем, Милан это сливки, и жирные, но чтобы прочувствовать и подробно увидеть именно производство, нужно ехать в Воронеж.
Россия

В России сейчас существует два завода «Пирелли». В 2011 году компания купила Кировский шинный завод, а несколько месяцев спустя, в 2012-м, — завод в Воронеже.
Основное разделение по продукции у двух российских заводов проходит по размерности шин: Киров выпускает резину для автомобилей размерностью от 13 до 16 дюймов, Воронеж специализируется на производстве более сложных, премиальных шин от 16 до 21 дюйма.
Немного статистики
• У компании «Пирелли» 18 заводов по всему миру. По статистике, каждый третий автомобиль, собранный в России, сходит с конвейера в шинах «Пирелли».
• Российский завод в Воронеже — единственный в мире в системе компании, где производят зимнюю шипованную резину.
• Основная территория завода в Воронеже составляет 52 гектара, помимо самого завода на ней есть водохранилище и водозабор.
• На заводе в Воронеже работает порядка 1000 человек, из них в производстве и технических службах занято около 700 сотрудников. На заводе производится около 2 млн шин в год.
• На заводе в Кирове работает примерно 2000 человек и производится порядка 6 млн шин в год.
• Воронежский завод экспортирует свою продукцию в 47 стран мира, в том числе в Японию, Америку, Скандинавию, Саудовскую Аравию, Эмираты, Новую Зеландию, Китай и Индию.
• График работы — 7 дней в неделю в 3 смены. Производство останавливается только на время государственных праздников.
• Средняя зарплата на заводе составляет 43 тыс. рублей. Дополнительно все сотрудники получают социальный пакет, в который входят дотации на питание, бесплатные летние лагеря для детей, тренажерные залы и медицинское обслуживание, семейные праздники и зарубежные стажировки.
• Общие инвестиции в воронежский завод на данный момент составляют свыше 130 млн евро, каждый год в производство инвестируется дополнительно около 8 млн евро.
• Одно из главных вложений — в безопасность производства, что привело к серьезному сокращению травмоопасности.
• В ближайшее время воронежский шинный завод начнет осваивать производство премиального и специализированного сегментов продукции.
Как устроено производство

Первое впечатление от российского завода немного странное: суперсовременная проходная приводит нас в мир Советского Союза. Старые, немного обшарпанные корпуса, асфальтовые дорожки, обсаженные побеленными снизу тополями, — все как в производственных фильмах эпохи 1970-х. При этом внутри корпусов стоит новейшее оборудование, которым оснащен даже далеко не каждый завод компании за рубежом.
Наша экскурсия начинается с посещения «здравпункта», где нам рассказывают про оборудование и технику безопасности. После инструктажа нам выдают специальную обувь, и мы отправляемся на производство.

Собственно, весь производственный процесс на воронежском шинном заводе состоит из шести основных циклов, которым соответствует шесть участков, плюс складские помещения. Самым масштабным является участок полуфабрикатов, ведь здесь производят все, начиная от протектора, боковины, корда и вплоть до бортовых колец и гермослоя. На других участках, как можно понять из их названия, порой совершают всего одну-две операции.
Участок резиносмешения
Мы заходим в огромный ангар, не слишком освещенный, особенно это заметно после яркого солнечного дня. Освещение ровно такое, чтобы видеть все происходящее, но глаза бы при этом не сильно уставали. Первое, что мы видим, — это расположенные параллельно ячейки для хранения полуфабрикатов, ровные и подписанные, так чтобы не приходилось долго разбираться, что и где лежит.

Дальше специально для нас выставили специальный стол, на котором лежат все основные компоненты для производства составов. Каждый из компонентов придает шине определенные свойства. Один из химических элементов предотвращает образование так называемого пригара, второй — повышает клейкость, третий — увеличивает износостойкость, четвертый — взаимодействует с ультрафиолетом и так далее.
Количество компонентов в каждой смеси зависит от рецептуры, в сложных смесях рецепт иногда предусматривает до 40 различных компонентов.
Один из самых важных компонентов — сера, которая используется в процессе вулканизации. По своей сути процесс вулканизации ближе всего к «запеканию», когда под воздействием высоких температур молекулы серы добавляют в длинную молекулярную цепочку каучука поперечные связи, что придает резине упругость и способность возвращать форму после деформации.

Примерно 80% свойств и характеристик шины определяется именно составом смеси. На заводе в Воронеже делают более 35 вариантов таких смесей. Для каждого элемента шины изготавливают свою. Только протекторных смесей здесь делают порядка 16 вариантов, а есть еще смеси для боковины, гермослоя, обрезинивания колец, кордов и пр.
Любопытно, что даже в одном протекторе присутствует сразу несколько смесей, которые укладываются в определенной последовательности. Процесс изготовления протектора в самом начале напоминает процесс смешивания коктейля для Джеймса Бонда: встряхнуть, но не перемешивать.
Процесс изготовления смеси проходит минимум в два этапа на двух установках резиносмешения. Первая стадия включает в себя изготовление первичного полуфабриката (так называемой маточной смеси), где входящими материалами являются преимущественно каучуки с добавлением технического углерода (сажи) либо силики (диоксида кремния).
Смесь компонентов проходит через камеры смешения (гомогенизации) экструдера и на выходе из установки вальцуется, принимая форму резинового полотна, которое укладывается на паллеты. Вес одной заправки составляет 200–250 кг.
Маточная смесь является сырьем для второй машины. На втором этапе в смесь добавляются все необходимые дополнительные компоненты, включая серу для вулканизации, ускорители вулканизации, пластификаторы и другую химию. Интересно, что оператор этих установок строго следует рецептуре, при этом он не может влиять на нее, так как все рецепты загружаются из головного офиса в Милане и контролируются оттуда же.




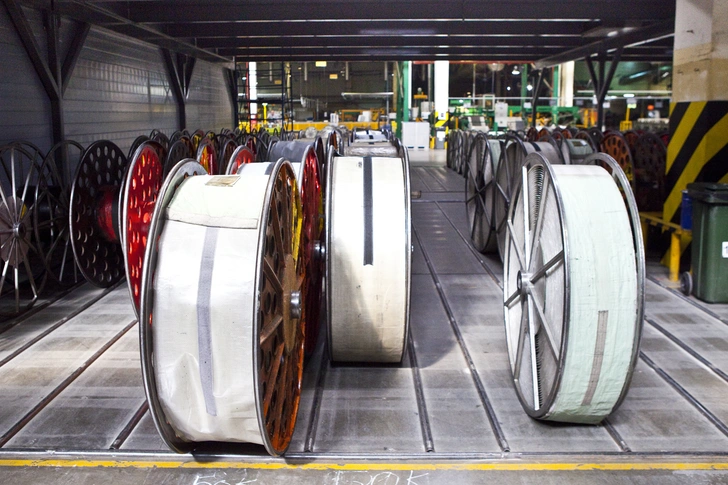
Уложенная на паллеты охлажденная резиновая смесь маркируется, проверяется в лаборатории и отправляется на склад. Отсюда все смеси отправляются дальше на участок полуфабрикатов, причем отправляются именно в той последовательности, в которой были произведены, чтобы соблюдать все сроки годности.
Участок полуфабрикатов
Как понятно из названия этого участка, именно здесь происходит изготовление всех полуфабрикатов, которые впоследствии «сложатся» в готовую шину.
Изготовление всех частей происходит двумя способами: профилированием и каландрированием (или каландрованием).

Слово «профилирование» кажется более понятным, с него и начнем. Этим способом изготавливается протектор шины и боковина. Процесс профилирования идет на линиях с экструдерами для двух (Duplex) и четырех (Quadroplex) резиновых смесей. Экструдеры запитываются с помощью транспортеров, по которым подаются резиновые смеси в виде лент. Эти ленты тут же сканируются и проверяются на предмет соответствия рецепту, и тут же установлен металлодетектор, который проверяет смесь на наличие в ней посторонних металлических предметов. В случае, если что-то не так, линия останавливается, а бракованный отрезок вырезается автоматически.

Затем смесь нагревается, уплотняется и раскатывается через четыре экструдера — поэтому станок и называется Quadroplex. Экструдер можно сравнить с большой мясорубкой (металлическая камера с вращающимся шнеком). На выходе все потоки смесей с разных экструдеров объединяются и проходят через профилирующую планку, которая задает финальный профиль протектора или боковины. Важно, что рецепт агента 007 сохраняется и здесь: все смеси не перемешиваются, а проходят определенную последовательность подачи, чтобы на выходе образовался многослойный материал, ведь каждый слой отвечает за конкретные свойства, которые могут исчезнуть при смешивании.
Готовая лента охлаждается и скатывается. Тут же стоит контроллер веса, который сравнивает вес погонного метра с рецептурным весом, а система зеркал с отражающим лучом проверяет полотно на целостность.
После этих проверок боковина (отдельно правая и отдельно левая) или протектор скручиваются в катушки с использованием прокладочного материала и отправляются на склад.

Рядом производится гермослой, который обеспечивает герметичность шины.
Следующим номером мы отправляемся смотреть каландрирование, и это очень красиво. Каландрирование — это процесс обрезинивания кордов — текстильного или металлического. Мы оказываемся в шпулярнике (от слова «шпуля»), где последовательно расположено 1080 катушек с латунированной стальной проволокой. Длина проволоки на каждой катушке составляет до 6 км! Шпулярник напоминает большой ткацкий станок, нити с которого направляются на специальные вальцы, куда подается и разогретая резиновая смесь, а на выходе мы уже имеем обрезиненное полотно, которое точно так же охлаждается и наматывается на катушки.

Интересно, что на каждую шину расходуется порядка 1,5 кг проволоки, это значит, что из 11 кг, которые в среднем весит шина, 1,5 кг приходится на долю металла.
Что касается проверок на соответствие качеству, то в лабораториях «Пирелли» проводится так называемый пилинг-тест, во время которого замеряется усилие, затрачиваемое на отрыв резины от корда.
Следующая операция — раскрой. Это как при пошиве одежды: материал раскраивается на детали определенного размера, которые используются в дальнейшем производстве. Только на шинном заводе раскраивают текстильный корд, который затем стыкуется внахлест под определенным углом и сцепляется естественным путем благодаря той самой натуральной клейкости резины, еще не прошедшей процесс вулканизации. Этот процесс называется адгезией. Раскроенный корд вновь наматывается на катушки, в которых и поступает на участок сборки. Аналогичным образом раскраивается и металлокорд, только углы раскроя здесь гораздо меньше.

Последний процесс тут — изготовление бортовых колец из бронзированной стальной проволоки путем обрезиневания последней, он происходит на специальных станках. Сначала проволоку обрезинивают, из нескольких проволок в ряд производят витую ленту, затем ее наматывают на специальные шаблоны и изготавливают кольца. На специальной установке на кольца накладывается наполнительный шнур, в результате чего получаются «крылья».
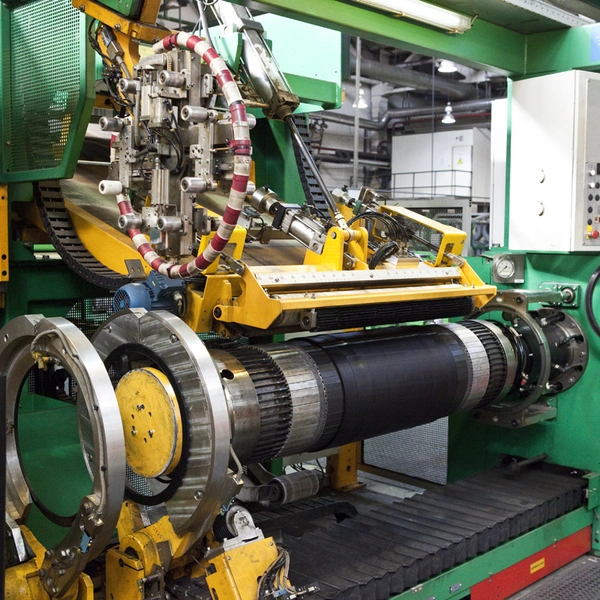
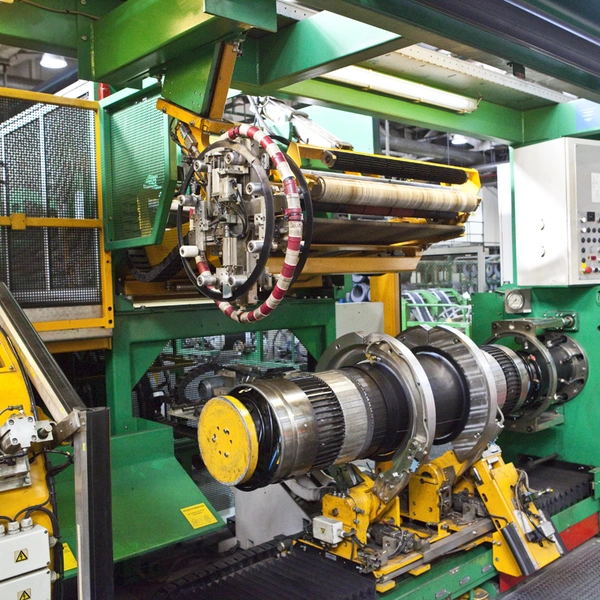
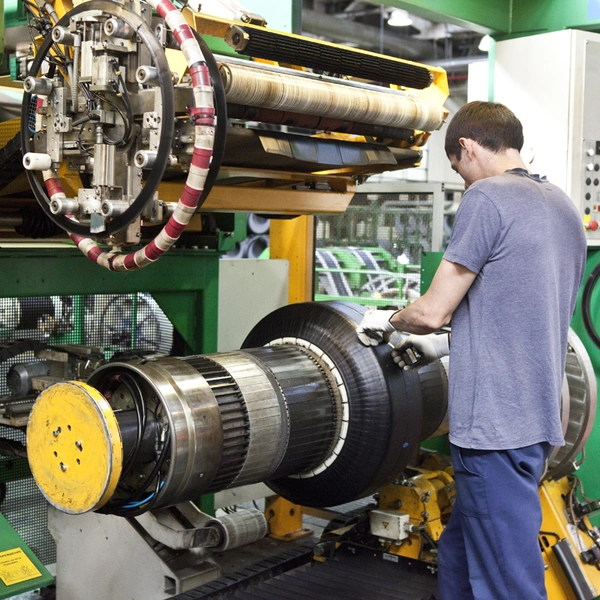
Участок сборки
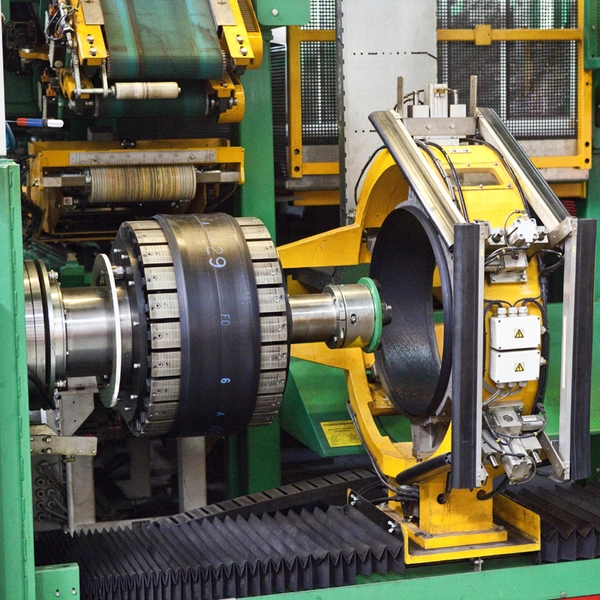
На участке сборки используется два типа станков, один из которых является собственной разработкой компании «Пирелли». Сборка шины осуществляется на специальных барабанах на двухстадийных сборочных станках. Тут наконец встречаются и соединяются в единое целое все детали-полуфабрикаты шины.
На одном из барабанов собирается так называемый брекерно-протекторный пояс, а на втором происходит изготовление внутреннего каркаса (тела) шины с посадкой бортовых колец.
Затем происходит соединение брекерно-протекторного пояса и тела, в результате переноса первого трансферным кольцом с последующей прикаткой боковины и протектора, которое мастера называют просто — «женитьба». В среднем на весь процесс уходит порядка 85 секунд.
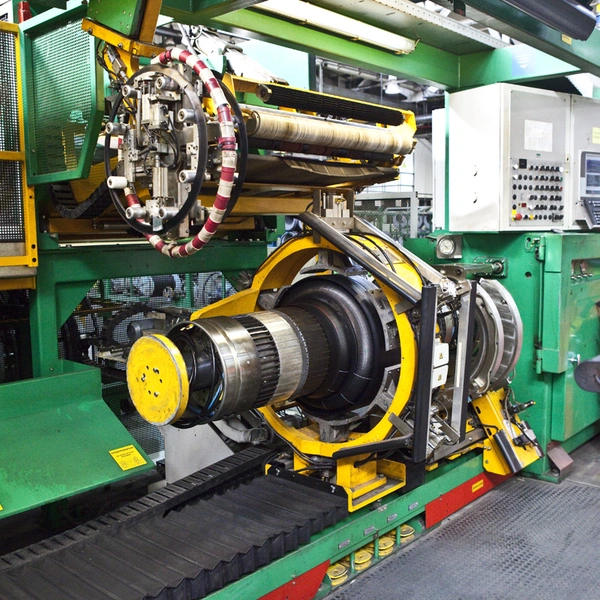
Готовая шина носит название «зеленая» — вроде как ее еще не приготовили, она не созрела. А термическую обработку она будет проходить на следующем участке — вулканизации.
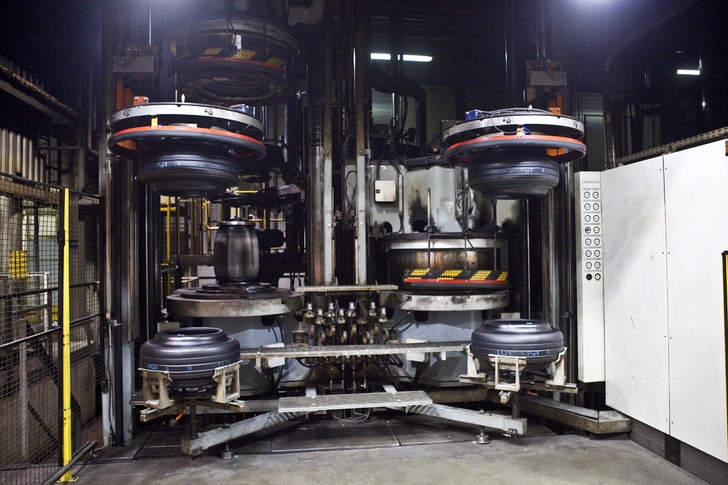
Участок вулканизации
Как уже было отмечено выше, вулканизация — это процесс создания дополнительных связей между молекулами при термальной обработке, в результате чего резко повышается не только прочность материала, но и эластичность и способность восстанавливать форму.
Участок вулканизации — самый горячий на производстве в прямом смысле слова. Здесь очень жарко именно из-за условий протекания процесса. Именно поэтому на участке слышен гул постоянно работающих систем аспирации и вентиляции для обеспечения приемлемого уровня комфорта для сотрудников цеха.

В отличие от сборки процесс вулканизации не быстрый и занимает минимум 15 минут.
Вулканизация «зеленых» шин происходит в форматорах-вулканизаторах с использованием пресс-форм и вулканизационных диафрагм, которая, раздуваясь, прижимает невулканизованную шину к стенкам формы и выдавливает рисунок протектора. Диафрагма нагревается азотно-паровой смесью при высоких температурах. Весь процесс контролируется автоматически, и при малейшем сбое оборудования машина его останавливает.
После вулканизации шина автоматически разгружается из пресс-формы, остужается и отправляется на контроль качества.
Стоит отметить, что на всех этапах процессов изготовления шин используется электронное сканирование использованных материалов для каждой конкретной шины, тем самым обеспечивается 100%-ная прослеживаемость изготовления шины. Так, после вулканизации можно с точностью определить, где, кем и когда шина была вулканизована, собрана, какие полуфабрикаты и ингредиенты были использованы для нее. Данная информация хранится в базе завода и зашифрована на бар-коде, приклеенном к каждой шине.
Участок заключительных операций и контроля качества
Этот участок делится на пункты визуального осмотра (человеком) и инструментального контроля (на автоматах). После вулканизации шины выгружаются на конвейер и подаются на финальную экспертизу.

На визуальном осмотре специально обученные, высококвалифицированные операторы-контролеры на станках с высокой освещенностью осматривают каждую шину на наличие визуальных дефектов. После осмотра на каждую шину наносится персональный штамп, гарантирующий качество.

Классификатор дефектов, который держат в голове все специалисты отдела службы качества, состоит из 300 (!) позиций. На первом, визуальном контроле полностью осматривают протектор, боковину, внутреннюю часть. В случае обнаружения дефекта шина утилизируется.
Если визуальных дефектов не обнаружено, то шина отправляется на участок инструментального контроля, где проверяют ее геометрию, силовую неоднородность и дисбаланс, а также просвечивают ее на рентгене и шерографе.
Участок ошиповки
Участок ошиповки — самый экзотический участок для заводов «Пирелли». Ошиповка зимних шин этого бренда происходит только на заводе в Воронеже, а готовые ошипованные шины отправляются отсюда в различные страны. Интересно, что ошиповывают здесь не только те шины, что производятся на наших заводах, — сюда присылают и продукцию из других стран.

Для ошиповки используют автоматический шиповальный станок, оснащенный видеосканером, который вращает шину, а пневмопистолет, использующий специальную 3D -схему — рецепт ошиповки, втыкает шип строго в указанное место, согласно рисунку протектора.

Ошиповка производится двумя видами шипов — круглыми, которые используются на всем модельном ряде покрышек Formula Ice (от 14-го до 21-го размера), и трапециевидными, которые были разработаны в Милане специально для модели Winter Ice Zero.
Фото и видео предоставлены автором
Материал впервые опубликован в октябре 2018 года